主頁 > 產品中心 > 重膜包裝機 >
FFS重膜包裝機
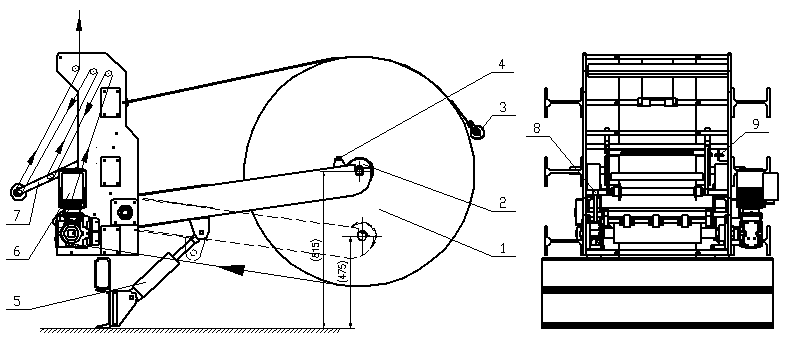
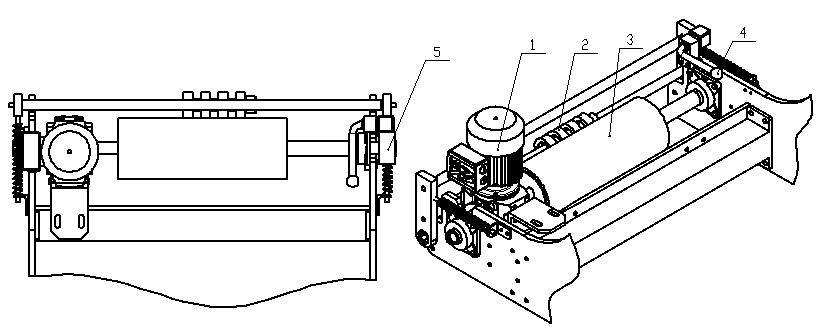
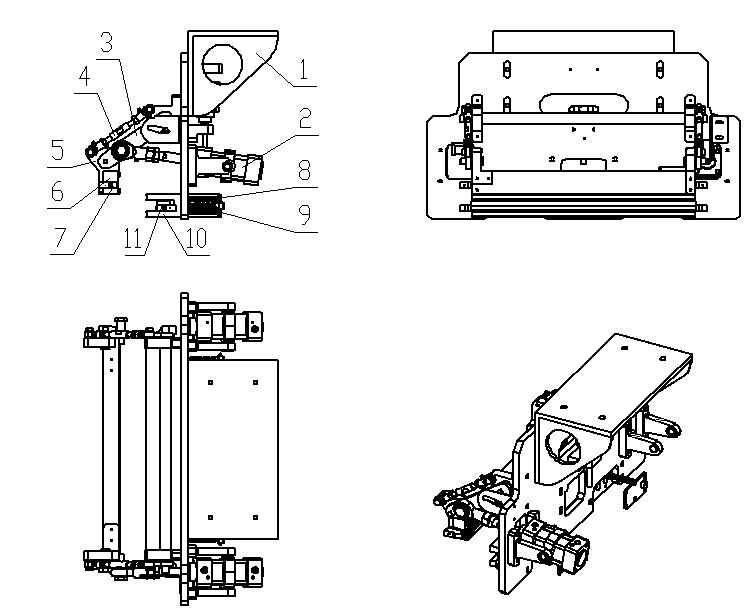
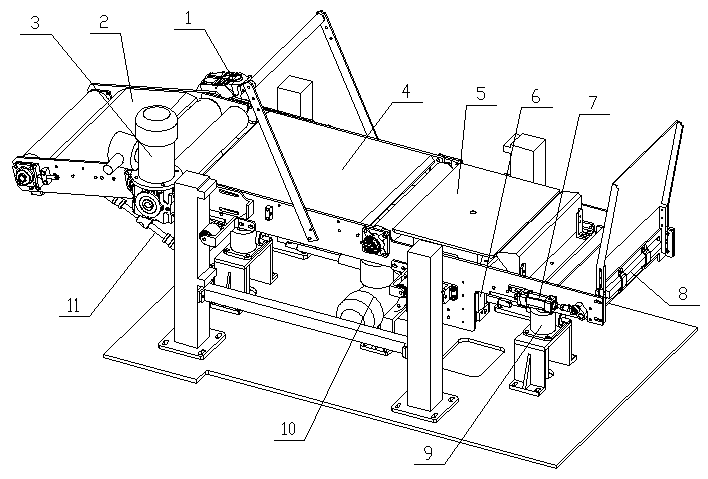
供膜機構
1-膜卷 2-氣漲軸 3-剎車輥 4-換膜提示光電 5-液壓缸 6-供膜電機 7-繞膜擺桿 8-泄壓手柄 9-供膜電機觸發光電
供膜機構由供膜電機與壓輪組提供足夠的動力,將膜卷展開,存儲在繞膜滾筒間。當后端拉膜牽引力將繞膜擺桿上提脫離“供膜電機觸發光電”檢測的位置時,供膜電機開始啟動持續展開膜卷,直至繞膜擺桿下降到“供膜電機觸發光電”檢測的位置時停止供膜。
換膜操作說明:
(1)當膜卷即將耗盡時,換膜提示光電給PLC輸入信號,控制主機停止運轉,提示需要換膜;
(2)換膜時將液壓泵打開,按下托膜下降,膜架在液壓缸的帶動下下降到低位;
(3)將氣漲軸內空氣放出,插入新膜卷,注意參照標尺對中,然后向氣漲軸充氣鎖緊;
(4)將新膜卷推至膜架軸承槽正上方,注意左右居中,然后按下托膜上升至膜卷脫離地面,關閉液壓泵。
(5)用膠帶將新舊膜卷的正反兩面粘牢,注意觀察接縫所到達的位置,當此接縫處在剛制出的一條袋子中時,請停機人工去除該條袋子。
(6)請按圖示箭頭所指方向穿膜,穿膜時推動泄壓手柄,打開壓輪與供膜主動輥,當膜卷穿好后,推回泄壓手柄。將剎車輥按圖示方向壓緊膜卷換膜操作說明:
(1)當膜卷即將耗盡時,換膜提示光電給PLC輸入信號,控制主機停止運轉,提示需要換膜;
(2)換膜時將液壓泵打開,按下托膜下降,膜架在液壓缸的帶動下下降到低位;
(3)將氣漲軸內空氣放出,插入新膜卷,注意參照標尺對中,然后向氣漲軸充氣鎖緊;
(4)將新膜卷推至膜架軸承槽正上方,注意左右居中,然后按下托膜上升至膜卷脫離地面,關閉液壓泵。
(5)用膠帶將新舊膜卷的正反兩面粘牢,注意觀察接縫所到達的位置,當此接縫處在剛制出的一條袋子中時,請停機人工去除該條袋子。
角封機構
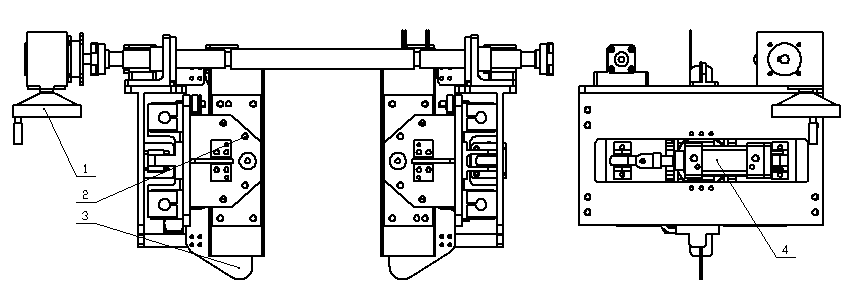
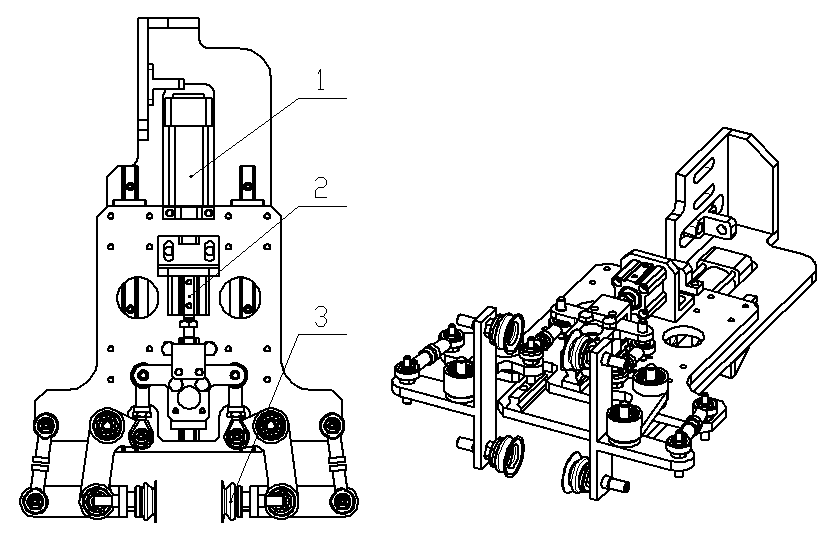
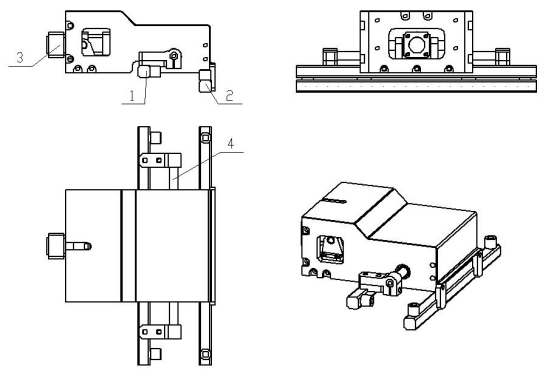
1-間距調節把手 2-V型角封塊 3-導膜板 4-氣缸
角封機構是根據客戶的需要或者包材的特性設計。針對一些比較厚的折邊“M”型(4層)袋子,同時包裝速度要求比較高的客戶,需要加裝該機構。該機構內含有兩組V型封塊,在兩組氣缸分別驅動下,完成由4層熱封變成2層熱封,以提高封口強度和封口速度。
操作說明:
操作說明:
- 膜卷M邊需分開從導膜板穿過;
- 對于膜卷寬度規格不同時,可轉動間距調節把手,使M邊底部接近導膜板側邊。
袋長補償機構
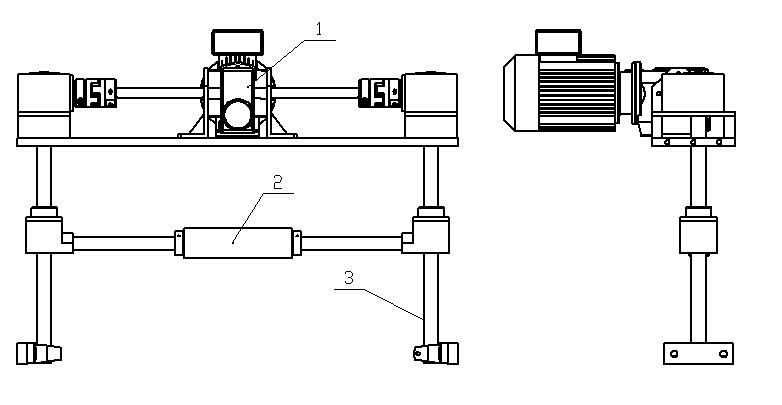
1-減速電機 2-補償滾筒 3-升降絲桿
袋長補償機構是根據是否裝配角封機構選裝的機構,如果該機型配置了角封機構,那么該機型就必須裝有袋長補償機構。該機構是用于在一定范圍內,制成不同長度的袋子時,來補償從角封位置到底封位置這一段儲膜長度,該儲膜長度為當前制袋長度的整數倍。
該機構通過程序控制,當制膜長度參數改變時,電機帶動升降絲桿轉動,使補償滾筒向上或向下移動,來增加或減少儲膜長度。
該機構通過程序控制,當制膜長度參數改變時,電機帶動升降絲桿轉動,使補償滾筒向上或向下移動,來增加或減少儲膜長度。
拉膜機構
1-減速電機 2-壓輪 3-拉膜主動輥 4-泄壓手柄 5-編碼器
拉膜機構是制袋主要機構,該機構通過減速電機在變頻器與編碼器的控制下,完成定長拉膜制袋。膜卷從前端袋長補償滾筒過來,經過拉膜主動輥與壓輪之間,由兩端拉簧提供足夠的壓緊力。制袋長度可在觸摸屏上設定。
穿膜時將泄壓手柄推開,膜卷從拉膜主動輥與壓輪之間縫隙下去,然后拉回泄壓手柄,使拉膜主動輥與壓輪貼合壓緊。壓緊力可通過兩側拉簧調節。
穿膜時將泄壓手柄推開,膜卷從拉膜主動輥與壓輪之間縫隙下去,然后拉回泄壓手柄,使拉膜主動輥與壓輪貼合壓緊。壓緊力可通過兩側拉簧調節。
開袋機構
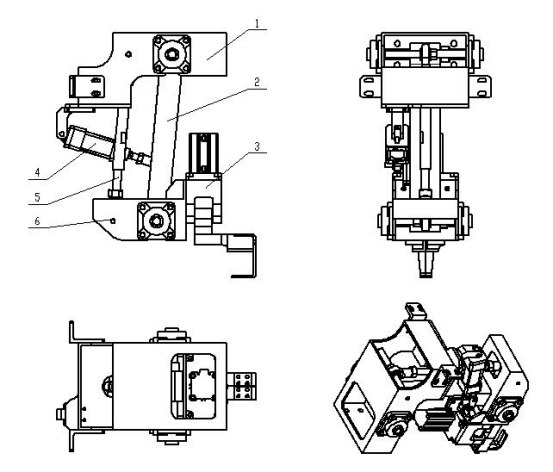
1-升降氣缸 2-開袋氣缸 3-真空吸盤
開袋機構:由底封工位制好的空袋,隨夾爪1傳遞到該工位時,升降氣缸伸出(初始位為縮回)—開袋氣缸縮回(初始位為伸出)—真空泵打開—開袋氣缸伸出—真空吸盤吸開袋口—夾爪2閉合—旋轉套袋插入—真空泵斷開—真空破壞閥打開吹氣—升降氣缸縮回;如此循環開袋。
底封機構
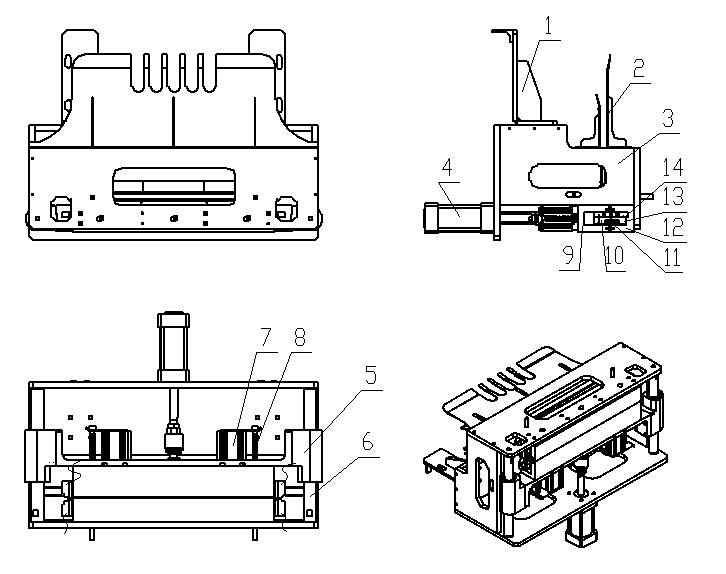
1-掛板 2-導向板 3-框架板 4-底封夾緊氣缸 5-軸承座單元 6-導軸 7-封口氣缸 8-拉簧 9-滑動夾塊 10-熱合滑塊 11-切刀 12-固定夾塊 13-熱合固定塊 14-加熱絲張緊單元
拉膜機構向下供膜,將稱量物料所需長度卷膜送至滑動夾塊(9)與固定夾塊(12)之間,拉膜電機停止拉膜,該機構中底封夾緊氣缸(4)推動滑動夾塊(9)與固定夾塊(12)夾緊所送卷膜,然后封口氣缸(7)推動裝有切刀(11)和加熱絲的熱合滑塊(10)動作,切斷卷膜成型,并將下一個袋子的袋底部分封口。封口完畢,封口氣缸(7)復位,底封夾緊氣缸(4)復位。
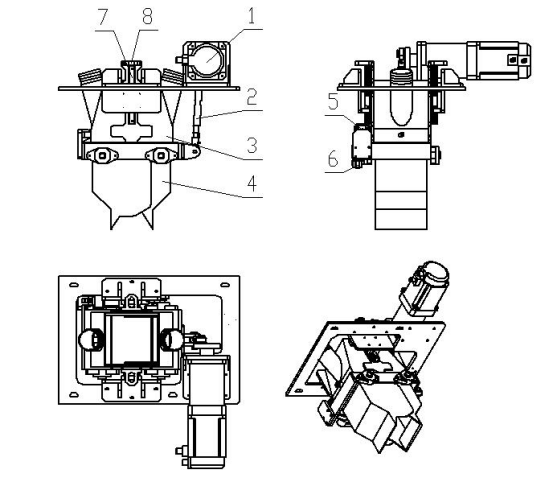
料門機構
1-伺服電機 2-拉桿 3-料倉 4-閘門 5-閘門氣缸 6-閘門連桿單元 7-料倉導軌 8-防托板
擺臂機構(1.2.11)將袋口開好的袋子擺送到該工位后,該機構中伺服電機(1)驅動偏心輪拉動連桿(2)帶動料倉(3)在料倉導軌(7)方向下降,再由夾袋縮口(1.2.10)將袋口向內收縮定值后,閘門氣缸(5)通過閘門連桿單元(6)撐開閘門實現下料。下料完畢,伺服電機(1)驅動偏心輪拉動連桿(2)帶動料倉(3)在料倉導軌(7)方向上升,閘門閉合。
上封機構
1-固定座 2-夾緊氣缸 3-擺臂 4-副擺臂 5-連接塊 6-擺動封塊 7-加熱絲張緊單元 8-封口氣缸 9-拉簧 10-固定夾塊 11-滑動封塊
擺臂機構(1.2.11)將裝好物料的袋子擺送到該工位后,該機構中夾緊氣缸(2)帶動擺臂(3)間接帶動擺動封塊(6)與固定夾塊(10)夾緊上袋口,封口氣缸(8)推動滑動封塊(11)熱合上袋口,完成上封口。封口氣缸(8)復位,夾緊氣缸(2)復位。
上封冷卻機構 1-轉動氣管 2-固定氣管 3-驅動氣缸 4-驅動軸
擺臂機構(1.2.11)將上封完畢的袋子擺送到該工位后,該機構中驅動氣缸(3)推動驅動軸(4)帶動轉動氣管(1)與固定氣管(2)夾合上封口,通斷閥開啟,通過轉動氣管(1)與固定氣管(2)向袋口上封部分吹氣,實現冷卻功能。擺臂機構(1.2.11)復位,通氣閥斷開,驅動氣缸(3)復位。
夾袋縮袋
1-上固定座 2-擺臂 3-夾爪單元 4-縮袋氣缸 5-副擺臂 6-下固定座
擺臂機構(1.2.11)將開袋完畢的袋子擺送到下料工位,該機構中夾爪單元(3)動作夾持袋子的兩側,再由縮袋氣缸將袋子兩側向中心移動定值以協調料門機構(1.2.7)中閘門(4)的開合
擺臂機構
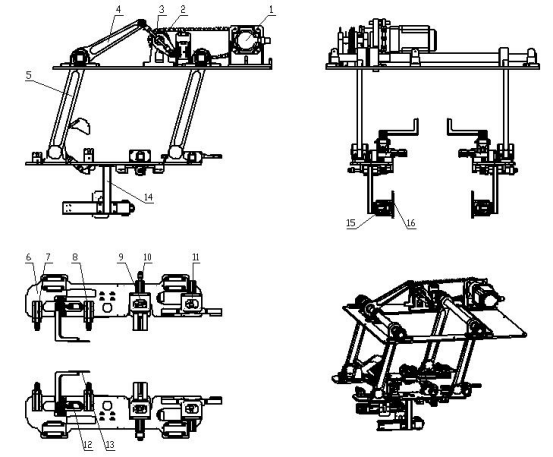
1-伺服電機 2-中轉臂 3-連桿 4-驅動臂 5-擺臂 6-擺臂大板 7-夾袋1 8-夾袋2 9-夾袋3 10-袋口拉平單元 11-夾袋4 12-旋轉套袋氣缸 13-插袋板 14-推袋架 15-推袋氣缸 16-推袋板
該機構主要作用是傳遞底封機構(1.2.5)、開袋機構(1.2.6)、料門機構(1.2.7)以及上封機構(1.2.8)中各狀態的袋子,使之往下工位流動,實現整機的功用。其中旋轉套袋氣缸(12)動作使插袋板(13)插入袋口開好的袋子,保持袋口開口狀態,使料門機構(1.2.7)中閘門(4)有效的插入袋子。而袋口拉平單元(10)則是將由夾袋縮袋(1.2.10)中袋子兩側往中間移動的定值拉回(及把袋子拉平)以方便上封機構(1.2.8)更有效的封口。另外,推袋氣缸則是輔助將裝好物料的袋子推向上封機構(1.2.8),輔助保持袋口狀態的同時減輕伺服電機(1)的擺動負載。
立袋輸送機系統
1-小皮帶驅動電機 2-小皮帶輸送機 3-間歇皮帶驅動電機 4-間歇皮帶輸送機 5-托板 6-托板氣缸 7-翻板氣缸 8-吹氣冷卻管 9-渦輪絲桿升降機 10-升降驅動電機 11-傾角調節轉動柄
立袋輸送機系統由:袋底冷卻—托袋震動—間歇輸送—傾角輸送四個功能機構組成,為適應不同袋長規格的調整,整個立袋輸送平面可升降調整。
- 袋底冷卻機構:當袋子完成底封后,袋子底邊下垂至此工位處,翻板氣缸動作將袋底部分按壓在靠板之間,吹氣冷卻管由吹氣閥控制吹氣,對袋底封口進行冷卻,冷卻結束后翻板氣缸動作將翻板打開。
- 托袋震動機構:當袋子移至該工位時,托板氣缸縮回讓袋底下沉,當物料填充時托板氣缸伸出,并隨物料填充上下震動2次,使物料能充實整個袋子。
- 間歇輸送機:該機構完成填充后物料的移位功能,由間歇皮帶驅動電機帶動防滑皮帶做步進運動。為配合包裝速度的調整,間歇輸送機由變頻器控制電機轉速,實現步進速度的匹配。
- 傾角輸送機:該機構完成輸出物料的功能,為適應不同袋長調整及后端輸送線高度的需求,傾角輸送機的輸送角度可調整。調整是需人工轉動傾角調節轉動柄。
- 立袋輸送平面高度的調整:由升降驅動電機帶動兩端渦輪絲桿升降機完成升降功能,用戶可根據制袋長度,從操作屏重按下“托袋上升”或“托袋下降”來實現對高度的調節。
上一篇:沒有了
下一篇:沒有了
聯系我們
聯系人:李先生
手機:18970297772
電話:0792-8737772
郵箱:364282699@qq.com
地址:江西省九江市汽車工業園安順路8號
 技術支持
技術支持
